








方案详情
文
微泄漏无损密封测试仪依据《ASTM F2338-2013 包装泄漏的标准检测方法-真空衰减法》 标准研发。专业适用于各种空的/预充式注射器、水针及粉针瓶(玻璃/塑料)、灌装压盖瓶、奶粉罐体、其他硬质包装容器、电器元件等试样的无损正、负压的微泄漏测试。本产品采用先进的设计和严谨、科学的计算方法保证了其快速测试和高准确度及高稳定性。亦可满足用户的非标准(软件或测试夹具)定制。
方案详情

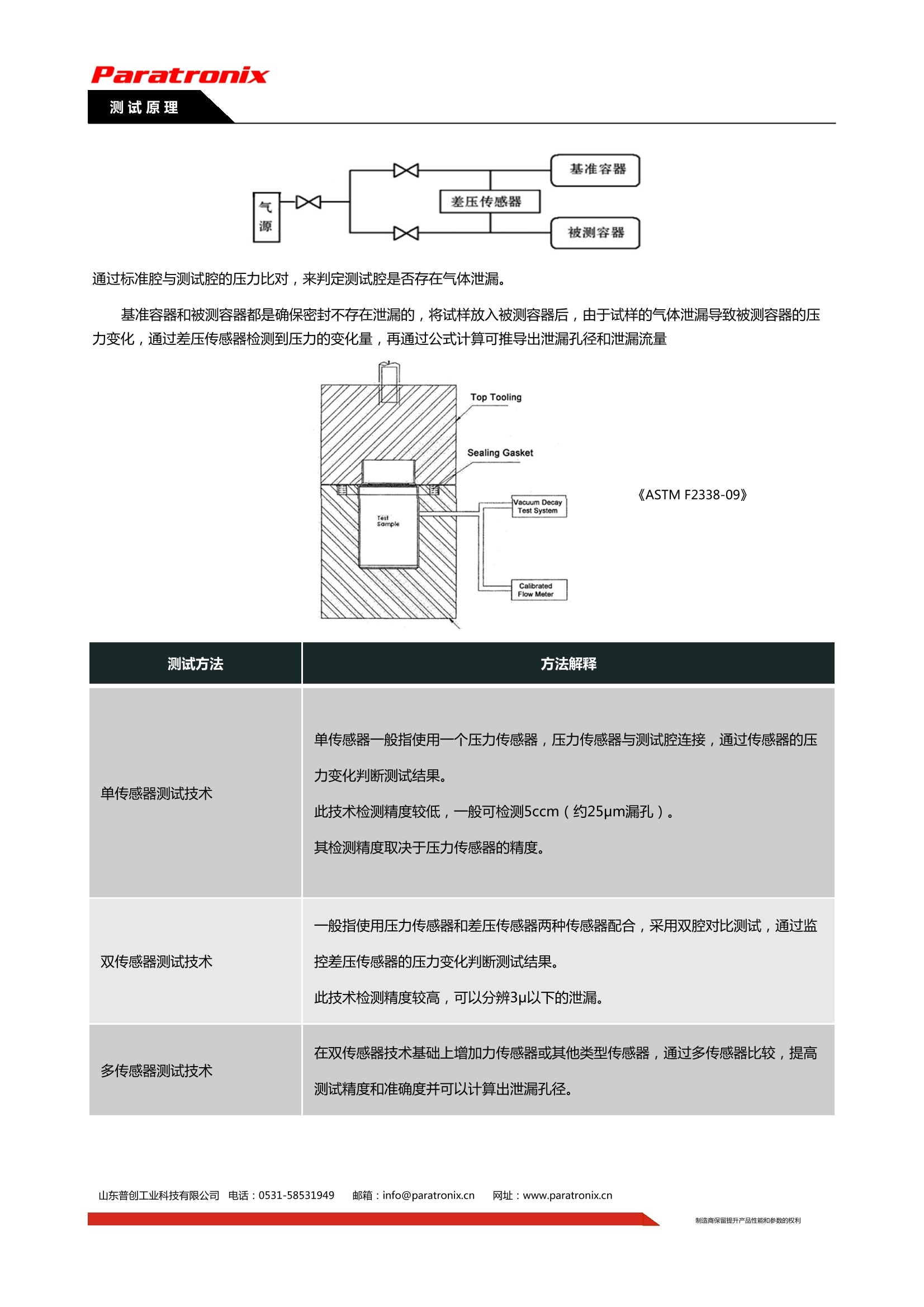
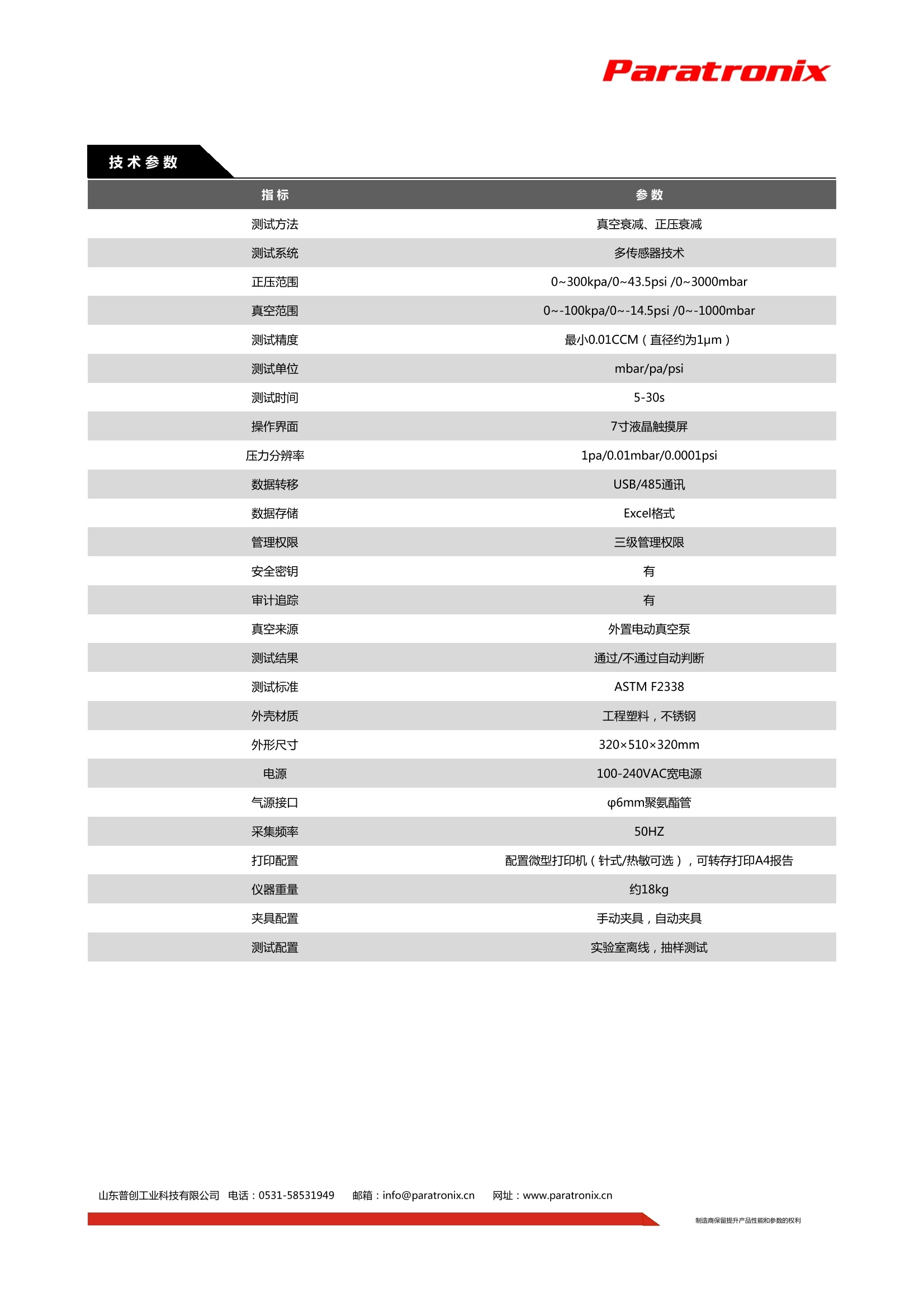
Paratronix MLT-V100 型微泄漏无损密封测试仪依据《ASTM F2338-2013 包装泄漏的标准检测方法-真空衰减法》标准研发。专业适用于各种空的/预充式注射器、水针及粉针瓶(玻璃/塑料)、灌装压盖瓶、其他硬质包装容器、电器元件等试样的无损正、负压的微泄漏测试。本产品采用先进的设计和严谨、科学的计算方法保证了其快速测试和高准确度及高稳定性。亦可满足用户的非标准(软件或测试夹具)定制。 泄漏试验方法比较 水浴法测试 比较项目 微泄漏检测 10~20um 能够检测的最小孔径 <1um可检出 >30s 测试时间 10s左右 感官试验,量化难 示值管理量化 泄漏量、泄露孔径 重复性差 再现性 可进行数值再现 破坏试验 破坏/非破坏性 非破坏性试验 水(需要维护) 试验介质 空气 小泄漏不易发现 人为错误 数值管理,无需人工 可以定位漏点 漏点确认 不能确认漏点 《ASTM F2338-13包装泄漏的标准检测方法-真空衰减法》 《USP1207美国药典示准》 《药品GMP指南——无菌药品》11.1密封完整性测试 《中国药典》2020年版四部微生物检查法 《化学药品注射剂包装系统密封性研究技术指南(试行)》 山东普创工业科技有限公司电话:0531-58531949 邮箱:info@paratronix.cn 网址: www.paratronix.cn 通过标准腔与测试腔的压力比对,来判定测试腔是否存在气体泄漏。 基准容器和被测容器都是确保密封不存在泄漏的,将试样放入被测容器后,由于试样的气体泄漏导致被测容器的压力变化,通过差压传感器检测到压力的变化量,再通过公式计算可推导出泄漏孔径和泄漏流量 测试方法 方法解释 单传感器测试技术 单传感器一般指使用一个压力传感器,压力传感器与测试腔连接,通过传感器的压 力变化判断测试结果。 此技术检测精度较低,一般可检测5ccm(约25um漏孔)。 其检测精度取决于压力传感器的精度。 双传感器测试技术 一般指使用压力传感器和差压传感器两种传感器配合,采用双腔对比测试,通过监 控差压传感器的压力变化判断测试结果。 此技术检测精度较高,可以分辨3p以下的泄漏。 多传感器测试技术 在双传感器技术基础上增加力传感器或其他类型传感器,通过多传感器比较,提高 测试精度和准确度并可以计算出泄漏孔径。 Paratronix 软件功能 多级管理权限设置,使用者通过唯一账号密码登录,不同权限对应不同操作功能,符合国家药典相关规定。 设备内置三种校准程序,客户可对零点,流量和孔径进行对应的精确校准。任何一种校准方式都不需要外接传感器,本机可实现自由校准。 支持全键盘,字母,数字等多种输入方式 ( 山东普创工业科技有限公司电话:0531-58531949 邮箱:info@paratronix.cn 网址: www.paratronix.cn ) 技术参数 指标 参数 测试方法 真空衰减、正压衰减 测试系统 多传感器技术 正压范围 0~300kpa/0~43.5psi /0~3000mbar 真空范围 0~-100kpa/0~-14.5psi /0~-1000mbar 测试精度 最小0.01CCM(直径约为1um) 测试单位 mbar/pa/psi 测试时间 5-30s 操作界面 7寸液晶触摸屏 压力分辨率 1pa/0.01mbar/0.0001psi 数据转移 USB/485通讯 数据存储 Excel格式 管理权限 三级管理权限 安全密钥 有 审计追踪 有 真空来源 外置电动真空泵 测试结果 通过/不通过自动判断 测试标准 ASTM F2338 外壳材质 工程塑料,不锈钢 外形尺寸 320×510×320mm 电源 100-240VAC宽电源 气源接口 p6mm聚氨酯管 采集频率 50HZ 打印配置 配置微型打印机(针式/热敏可选),可转存打印A4报告 仪器重量 约18kg 夹具配置 手动夹具,自动夹具 测试配置 实验室离线,抽样测试 制造商保留提升产品性能和参数的权利 山东普创工业科技有限公司电话: 邮箱: info@paratronix.cn 网址: www.paratronix.cn制造商保留提升产品性能和参数的权利 真空质量提取法检漏仪安装调试阶段是真空设备或系统检漏工作的主体。若设备焊缝的气密性已经通过加工阶段的检漏得以保证,那么在设备安装、调试过程中,检查、保证连接部位的密封性,是检漏工作的重点。包括各个管道、部件间的法兰连接和动密封件等重点可疑部位。若同时对焊缝和连接部位检漏,则检漏的工作量和难度都加大。安装调试过程中的检漏步骤如下:1、了解待检设备的结构组成和装配过程。掌握设备的要求,查明需要进行检漏的重点可疑部位。2、根据所规定的最~大允许漏率以及是否需要找漏孔的具体位置等要求,并从经济、快速、可靠等原则出发,正确选择好检漏方法或仪器,准备好检漏时所需的辅助设备后拟定切实可行的检漏程序。3、应对被检件进行好清洁工作,取出焊渣、油垢后再按真空卫生条件进行清洁处理,并予以烘干。对要求高的小型器件。清洁处理后可通过真空烘干箱进行烘烤,进行清洁处理后不但可以避免漏孔不被污物、油、有机溶液等堵塞,而且也保护了检漏仪器。4、对所选用的检漏方法和检漏设备进行检漏灵敏度的校准,并确定检漏系统的检漏时间。5、若采用真空检漏法时,为了提高仪器的灵敏度,应尽可能将被检件抽到较高真空。6、在允许的前提下,应尽可能优先应用较为经济和现场具备条件的检漏方法。7、采用氦质谱检漏设备检漏时,对于要求检漏不高的或有大漏产生的被检件时,在检漏初期应尽量用浓度较低的氦气进行检漏,然后再进行小漏孔的检漏,以节约氦气。8、对已检出的大漏孔及时进行修补堵塞后再进行小漏孔的检漏。9、对检出并修补的漏孔进行一次复查以确保检漏结果达到要求。
确定


还剩2页未读,是否继续阅读?

产品配置单

山东普创工业科技有限公司为您提供《真空质量提取法检漏仪中检漏步骤检测方案(密封试验仪)》,该方案主要用于其他中其他检测,参考标准--,《真空质量提取法检漏仪中检漏步骤检测方案(密封试验仪)》用到的仪器有微泄露密封性测试仪真空衰减法检漏仪
相关方案
更多
该厂商其他方案
更多