








方案详情
文
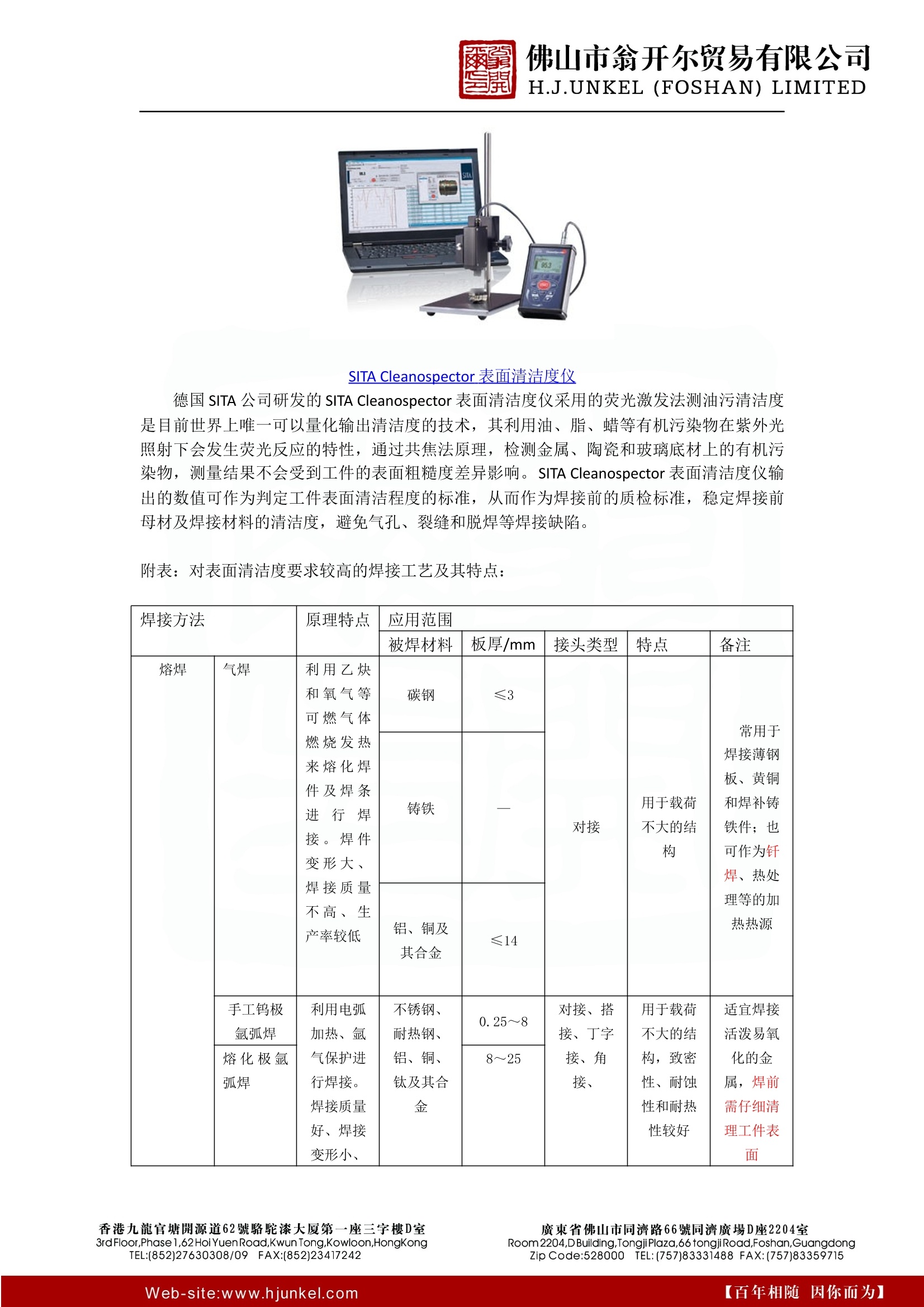
德国SITA公司研发的SITA Cleanospector表面清洁度仪采用的荧光激发法测油污清洁度是目前世界上唯一可以量化输出清洁度的技术,其利用油、脂、蜡等有机污染物在紫外光照射下会发生荧光反应的特性,通过共焦法原理,检测金属、陶瓷和玻璃底材上的有机污染物,测量结果不会受到工件的表面粗糙度差异影响。
方案详情

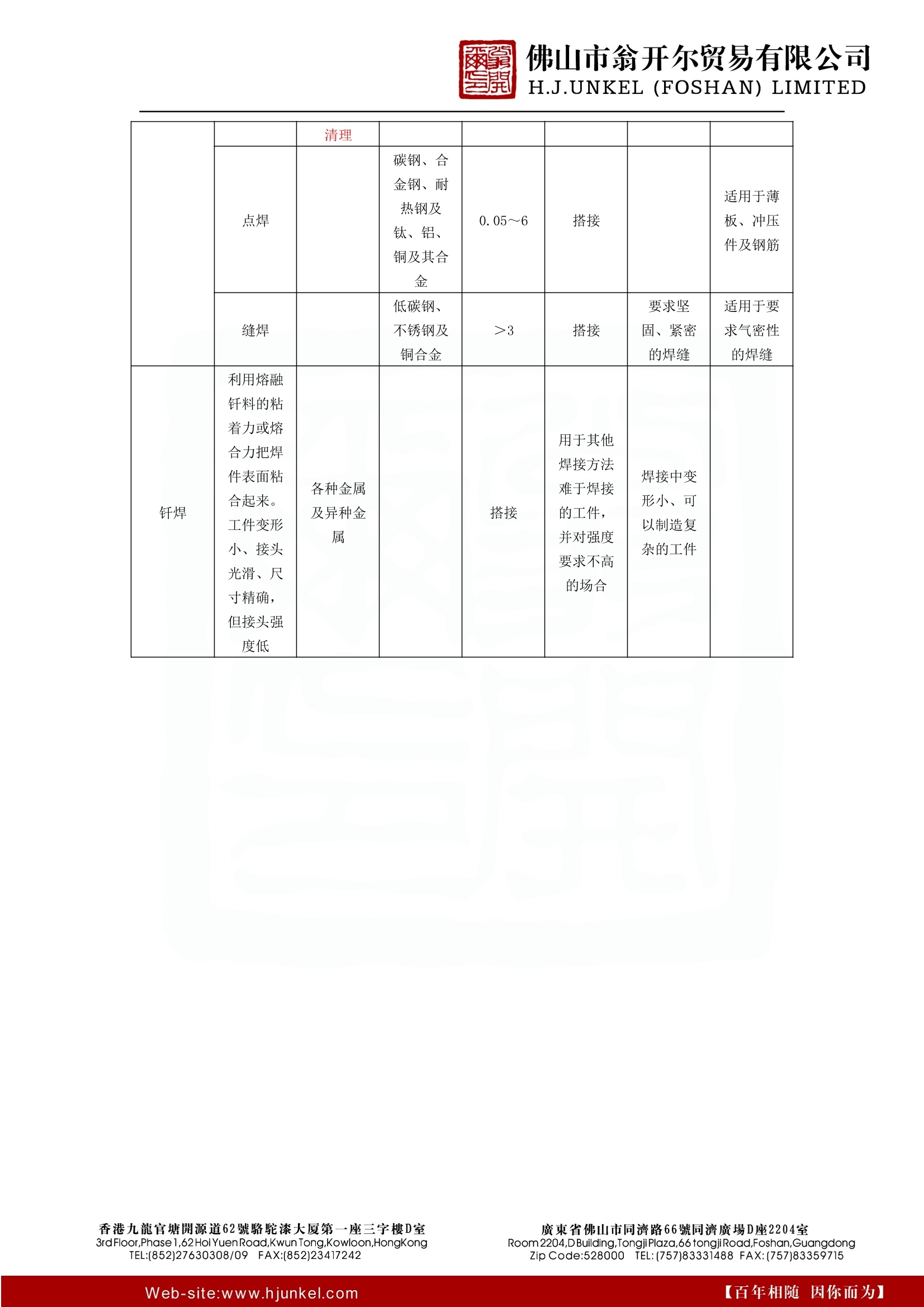
油污等有机污染物残留对焊接的影响 焊接的方法很多,金属焊接方法有40种以上,按焊接过程的特点不同可分为:熔焊、压焊和钎焊三大类。母材或称基本金属上残留的油污、脂、蜡等有机污染物对焊接效果的影响是毋庸置疑的。 焊接过程中的因油污清洁度不良造成的常见缺陷: 气孔:焊件表面焊前清理不良,药皮受潮,焊接电流过小或焊接速度过快,使气体来不及逸出熔池。 夹渣:接头清理不良、焊接电流过小,运条不适和多层焊时前道焊缝的熔渣未清除干净等易产生夹渣。 未焊透:焊接电流过小,焊接速度太快、坡口角度太小或装配间隙太小、电弧过长等易形成未焊透。 裂缝:不正确的预热和冷却,不合理的焊接工艺(如焊接次序)、钢的含硫量过高、气孔与夹渣的诱发等均会形成裂缝。 总的来说,母材清洁度不良会导致接头处会产生裂纹、气孔、未焊透、夹渣等缺陷而引起应力集中,降低承载能力,甚至造成脆断。 因此,几乎每种焊接方法,都要求焊前将油污清理干净。 绝大多数油污都是有机类化合物,有机类化合物在高温下会分解出水、氢等,水和氢易使焊接头产生气孔和氢脆、裂纹。这些化合物对焊接熔池的影响也远远比表面的锈蚀、杂质等大;焊接过程中,也是金属内部铁碳相变的过程,有机物经高温分解,对金属内部的金相产生非常大的影响。下面介绍了有机物中的各类元素对焊接的影响。 油污等有机化合物的主要元素为C、H、O。 H是钢中有害的元素,钢中含H将是钢材变脆,称为氢脆。H还会使钢中出现白点等缺陷,这种现象在合金钢中尤为严重。 焊接时H主要来源与焊接材料中的水分、母材的油污等。 O在焊接时主要以金属氧化物夹杂形式存在与焊缝中,氧化物夹杂对于钢的力学性能(尤其是疲劳强度)有严重的影响,会造成钢的热脆性。 对于焊接前油污等有害杂质的控制,主要从工艺措施(清洗污染物)和焊前清洁度检测两方面入手。首先通过清洗工艺清除焊件和焊接材料附着的油污等有机污染物,再通过SITA Cleanospector表面清洁度仪作为焊接前母材表面清洁度的监控,以此来预防气孔、裂缝和脱焊等焊接缺陷,从而大大提升并稳定一次焊合率。 SITA Cleanospector表面清洁度仪 德国SITA公司研发的SITA Cleanospector表面清洁度仪采用的荧光激发法测油污清洁度是目前世界上唯一可以量化输出清洁度的技术,其利用油、脂、蜡等有机污染物在紫外光照射下会发生荧光反应的特性,通过共焦法原理,检测金属、陶瓷和玻璃底材上的有机污染物,测量结果不会受到工件的表面粗糙度差异影响。SITA Cleanospector表面清洁度仪输出的数值可作为判定工件表面清洁程度的标准,从而作为焊接前的质检标准,稳定焊接前母材及焊接材料的清洁度,避免气孔、裂缝和脱焊等焊接缺陷。 附表:对表面清洁度要求较高的焊接工艺及其特点: 焊接方法 原理特点 应用范围 被焊材料 板厚/mm 接头类型 特点 备注 熔焊 气焊 利用乙炔和氧气等可燃气体燃烧发热来熔化焊件及焊条进行焊接。焊件变形大、焊接质量不高、生产率较低 碳钢 ≤3 对接 用于载荷不大的结构 常用于焊接薄钢板、黄铜和焊补铸铁件;也可作为钎焊、热处理等的加热热源 铸铁 — 铝、铜及其合金 ≤14 手工钨极氩弧焊 利用电弧加热、氩气保护进行焊接。焊接质量好、焊接变形小、限室内焊接 不锈钢、耐热钢、铝、铜、钛及其合金 0.25~8 对接、搭接、丁字接、角接、 用于载荷不大的结构,致密性、耐蚀性和耐热性较好 适宜焊接活泼易氧化的金属,焊前需仔细清理工件表面 熔化极氩弧焊 8~25 电子束焊 利用在真空中电子轰击金属表面产生的热量来熔化金属。金属不氧化、无污染、焊缝表面平滑、熔合好、无缺陷 低合金钢、不锈钢、高强度钢、铝、钛、锆、钼、铍、钽、也可焊接异种金属 0.1~200 对接、搭接、丁字接 适用于焊接要求变形小的经过精加工的零件或贵重零件的补焊,且焊 后不需再加工 含锌高的铝合金、黄铜、未脱氧的低碳钢等不能焊。焊件尺寸受真空室限制,用于原子能、航空、航天等部门 激光焊 用激光能来熔化金属进行焊接。被焊材料不易氧化、生产率高 不锈钢、铜、镍、钼、钨、钽、也可焊接异种金属 线材、薄板 对接、搭接、丁字接 适用于微型、精密零件和对焊接质量要求较高的场合 装置复杂、适用于电子、仪表业的微型件焊接、可实现薄片、薄膜、丝与丝及异种金属的焊接 压力焊 对焊 利用低电压大电流在焊件接触处产生电阻热加热金属,在压力下完成焊接。焊接过程不需填充金属与焊剂,生产率高、易实现自动化,焊前表面需要清理 碳钢、合金钢、不锈钢、铝、铜及异种金属焊接 截面积由0.1~20000mm2线材、管材和板材 对接 要求坚固的焊缝 设备复杂、耗电量大 点焊 碳钢、合金钢、耐热钢及钛、铝、铜及其合金 0.05~6 搭接 适用于薄板、冲压件及钢筋 缝焊 低碳钢、不锈钢及铜合金 >3 搭接 要求坚固、紧密的焊缝 适用于要求气密性的焊缝 钎焊 利用熔融钎料的粘着力或熔合力把焊件表面粘合起来。工件变形小、接头光滑、尺寸精确,但接头强度低 各种金属及异种金属 搭接 用于其他焊接方法难于焊接的工件,并对强度要求不高的场合 焊接中变形小、可以制造复杂的工件
确定

还剩2页未读,是否继续阅读?

产品配置单

翁开尔有限公司为您提供《铝、铜、合金金属零部件中表面清洁度情况检测方案(固体(粉末)表面分析仪)》,该方案主要用于合金中表面清洁度情况检测,参考标准--,《铝、铜、合金金属零部件中表面清洁度情况检测方案(固体(粉末)表面分析仪)》用到的仪器有析塔SITA CleanoSpector表面清洁度仪
相关方案
更多