








方案详情
文
通过紫外荧光法对样件表面残留油污进行检测
方案详情

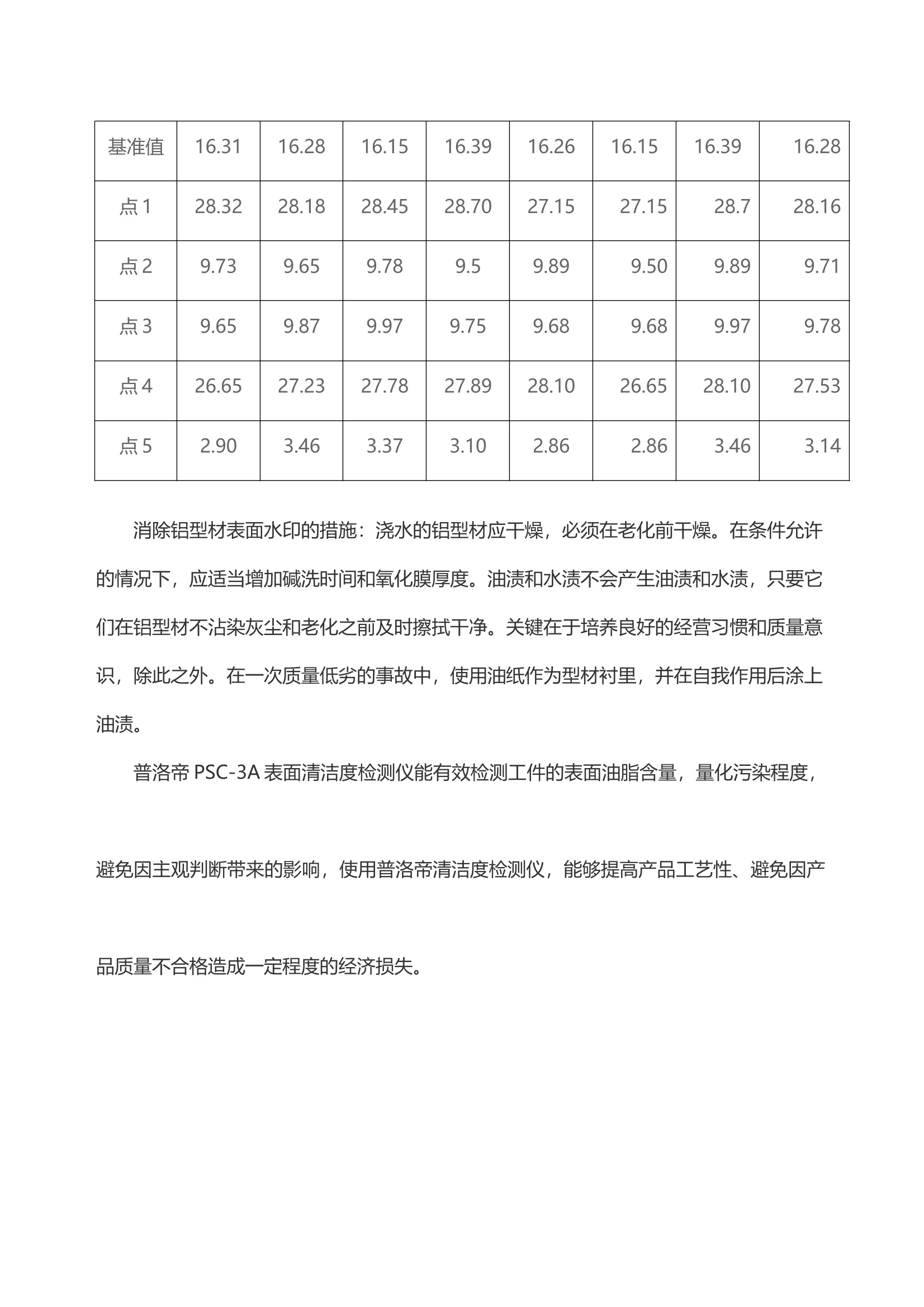
普洛帝PSC-3A清洁度检测仪在铝制品行业的应用案例 铝型材表面油迹产生的原因: (1)铝型材两端有锯片痕迹,移动(搬运)时手套不干净,甚至不与石墨灰粘合; (2)铝型材拉伸时,手套脏料太长,锯切物未移除; (3)设置中间材料时,手套脏,留下"标记";(4)挤压设备工具(传动、提升带)漏油痕迹。 清洗铝制表面油污的工艺 监测数据:样品N1N2N3N4N5MinMaxAverage基准值16.3116.2816.1516.3916.2616.1516.3916.28 点128.3228.1828.4528.70 27.1527.1528.728.16 点29.739.659.789.59.899.50 9.899.71 点39.65 9.879.979.759.689.689.979.78 点426.6527.2327.7827.8928.10 26.6528.10 27.53 点52.90 3.463.37 3.10 2.862.863.463.14 消除铝型材表面水印的措施:浇水的铝型材应干燥,必须在老化前干燥。在条件允许的情况下,应适当增加碱洗时间和氧化膜厚度。油渍和水渍不会产生油渍和水渍,只要它们在铝型材不沾染灰尘和老化之前及时擦拭干净。关键在于培养良好的经营习惯和质量意识,除此之外。在一次质量低劣的事故中,使用油纸作为型材衬里,并在自我作用后涂上油渍。普洛帝PSC-3A表面清洁度检测仪能有效检测工件的表面油脂含量,量化污染程度,避免因主观判断带来的影响,使用普洛帝清洁度检测仪,能够提高产品工艺性、避免因产品质量不合格造成一定程度的经济损失。
确定
还剩1页未读,是否继续阅读?

产品配置单




普洛帝中国服务中心/普洛帝测控技术有限公司为您提供《铝件中表面残留油污检测方案(能散型XRF)》,该方案主要用于铝中理化分析检测,参考标准--,《铝件中表面残留油污检测方案(能散型XRF)》用到的仪器有普洛帝PCS-3A表面清洁度仪、普洛帝PLD-601研磨液颗粒计数分布仪、PSC-3B表面清洁度检测仪、超声波震荡器(清洗机)
相关方案
更多