看了氧指数测定仪的用户又看了
氧指数燃烧性试验机模塑
将模具温度调节到有关国际标准规定或有关各方确认的模塑温度的±5℃以内。
将称量过的材料(粒料或预成型片)放人经预热的模具中。如果模塑粒料,确认其均匀地铺展在模
具表面,熔融后,材料的量要足够充满模腔,溢料式模具允许有约10%的损失,不溢料式模具允许有
约3%的损失。用溢料式模具时,铺上软质信(见4.2.3.2),然后将其放入已预热的模压机内,
闭合模压机并在接触压力下对加入的材料预热5min,然后施加全压2min(模塑时间见3.4),并随
即冷却(见5.3)。
为模塑2mm的压塑片,对已均匀键开的物料,标准的预热时间是5min,而较厚的模塑件预热时
间应相应调整,
注,接触压力是指压机刚好闭合,不致使材料流动的足够低的压力,全压是指足够使材料成型并把多余的材料挤
出的压力。
5.3冷却
5.3.1概述
对于某些热塑性塑料,冷却速率影响其最终的物理性能。因此在表1中规定了冷却方法,
表1冷却方法
平均冷却速率
冷却速率
冷却方法
(第3.5)/
(见3.6)/
备注
(℃/min)
(℃/h)
10±
B
15±5
C
60±30
急冷
D
±0.5
缓冷
冷却方法应同压塑试片的最终物理性能一起加以说明。一般在材料的有关国际标准中给出合适的
冷却方法,如未指定方法,可使用方法B(见5.3.2)。
5.3.2 冷却方法
应从表1中选择合适的冷却方法。
在采用急冷的情况下(见表中方法C),应使用合适的方法,例如使用一对钳子,迅速将模具从热压
机移到冷压机上。
如果没有给出其他说明,脱模温度≤40℃。
用方法C(见4.1)时,需使用两台模压机。
推荐使用方法D制备没有任何内应力的模塑片或对预制片进行退火后的缓冷。
6模塑试样或试片的检验
冷却后检查模塑试样或试片的外观(如缩痕,收缩孔、空色),并检查是否符合规定尺寸。如发现有
任何缺陷,应舍弃该试样或试片。
使用有关国际标准规定的或由有关利益双方协商同意的方法,确保没有降解或不需要的交联现象,
7试验报告
试验报告应包括下列内容:
a)注明采用本标准。
b)试样尺寸及预期用途,
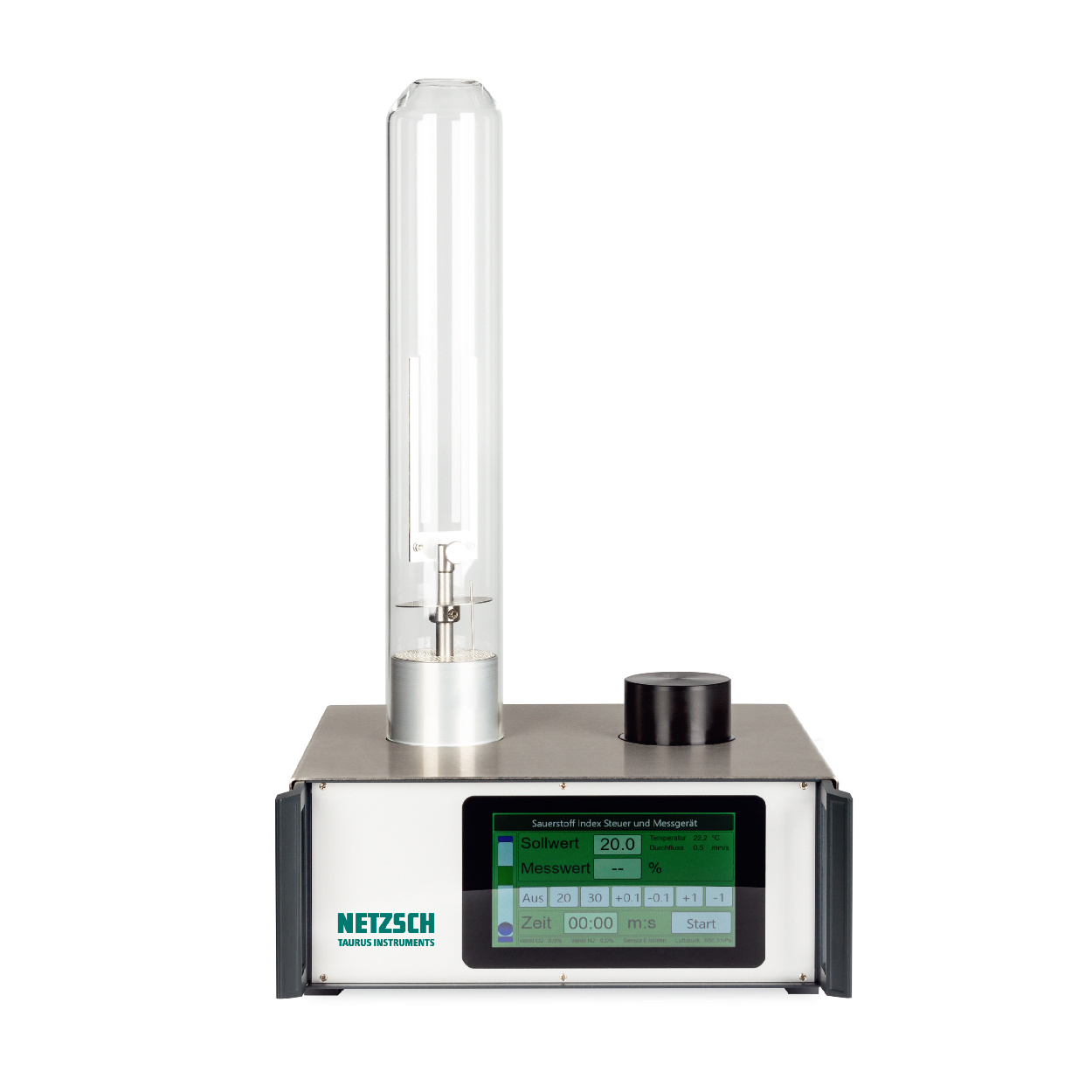
氧指数燃烧性试验机
— 100%
2. 数字分辨率:±0.1%
3. 整机测量精度:0.4 级
4. 流量调节范围:0-10L/min(60-600L/h)
5. 响应时间:<5S
6. 石英玻璃筒:内径≥75 ㎜ 高 480mm
7. 燃烧筒内气体流速:40mm±2mm/s
8. 压力表精度 2.5 级,分辨率:0.01MPa
9. 流量计:1-15L/min(60-900L/H)可调,精度 2.5 级
10. 试验环境:环境温度:室温~40℃;, 相对湿度:≤70%;
11. 输入压力:0.2-0.3MPa
12. 工作压力:氮气 0.05-0.15Mpa 氧气 0.05-0.15Mpa 氧气/氮气混合气体入口:包括稳压阀,流量调节阀,气体过滤器和混合室。
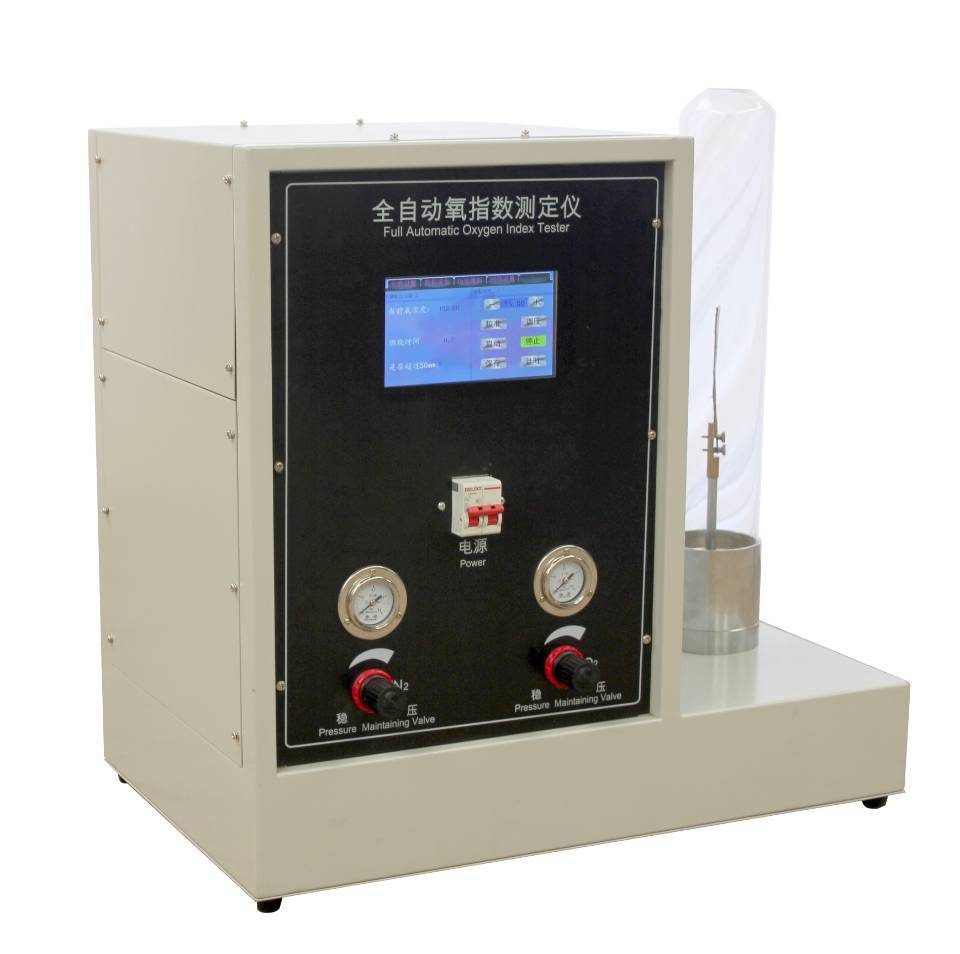
氧指数燃烧性试验机
— 100%
2. 数字分辨率:±0.1%
3. 整机测量精度:0.4 级
4. 流量调节范围:0-10L/min(60-600L/h)
5. 响应时间:<5S
6. 石英玻璃筒:内径≥75 ㎜ 高 480mm
7. 燃烧筒内气体流速:40mm±2mm/s
8. 压力表精度 2.5 级,分辨率:0.01MPa
9. 流量计:1-15L/min(60-900L/H)可调,精度 2.5 级

10. 试验环境:环境温度:室温~40℃;, 相对湿度:≤70%;
11. 输入压力:0.2-0.3MPa
12. 工作压力:氮气 0.05-0.15Mpa 氧气 0.05-0.15Mpa 氧气/氮气混合气体入口:包括稳压阀,流量调节阀,气体过滤器和混合室。
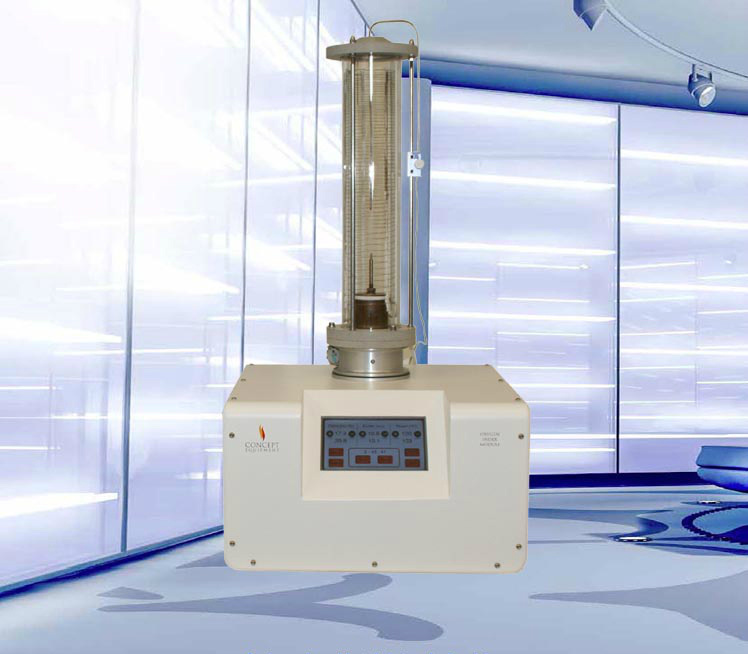
氧指数燃烧性试验机
GB/T 2406的本部分描述了在规定试验条件下,在氧、氮混合气流中,刚好维持试样燃烧所需最低氧浓度的测定方法,其结果定义为氧指数。
本部分适用于试样厚度小于10.5mm能直立自撑的条状或片状材料。也适用于表观密度大于100kg/m3的均质固体材料、层压材料或泡沫材料,以及某些表观密度小于100kg/m3的泡沫材料。并提供了能直立支撑的片状材料或薄膜的试验方法。
为了比较,本部分还提供了某种材料的氧指数是否高于给定值的测定方法。
本方法获得的氧指数值,能够提供材料在某些受控实验室条件下燃烧特性的灵敏度尺度,可用于质量控制。所获得的结果依赖于试样的形状、取向和隔热以及着火条件。对于特殊材料或特殊用途,需规定不同试验条件。不同厚度和不同点火方式获得的结果不可比,也与在其他着火条件下的燃烧行为不相关。
本部分获得的结果,不能用于描述或评定某种特定材料或特定形状在实际着火情况下材料所呈现的着火危险性,只能作为评价某种火灾危险性的一个要素,该评价考虑了材料在特定应用时着火危险性评定的所有相关因素之一。
注1:这些方法用于受热后呈现高收缩率的材料时不能获得满意结果。例如:高定向薄膜。
注2:评价密度小于100kg/m3的泡沫材料火焰传播特性参照GB/T 8332。
氧指数燃烧性试验机
GB/T 9352—2008 塑料 热塑性塑料材料试样的压塑(ISO 293:2004,IDT)
GB/T 2828.1—2003 计数抽样检验程序 第1部分:按接收质量限(AQL)检索的逐批检验抽样计划(ISO 2859-1:1989,IDT)
GB/T 11997—2008 塑料 多用途试样(ISO 3167:2002,IDT)
GB/T 17037.1—1997 塑料 热塑性塑料材料注塑试样的制备 第1部分:一般原理及多用途试样和长条试样的制备(idt ISO 294-1:1996)
GB/T 17037.3—2003 塑料 热塑性塑料材料注塑试样的制备 第3部分:小方试片(ISO 294-3:2002,IDT)
GB/T 17037.4—2003 塑料 热塑性塑料材料注塑试样的制备 第4部分:模塑收缩率的测定(ISO 294-4:2001,IDT)
ISO 294-2:1996 塑料 热塑性材料注塑试样 第2部分:拉伸条状试样
ISO 294-5:2001 塑料 热塑性材料注塑试样 第5部分:用于研究各向异性的标准试样
ISO 2818:1994 塑料 用机加工方法制备试样
ISO 2859-2:1985 计数抽样检验程序 第2部分:隔批检验极限质量(LQ)的抽样计划塑料
热塑性塑料材料试样的压塑
产品货期: 7天
整机质保期: 1年
培训服务: 安装调试现场免费培训
红日仪器氧指数测定仪JF--HR的工作原理介绍
氧指数测定仪JF--HR的使用方法?
红日仪器JF--HR多少钱一台?
氧指数测定仪JF--HR可以检测什么?
氧指数测定仪JF--HR使用的注意事项?
红日仪器JF--HR的说明书有吗?
红日仪器氧指数测定仪JF--HR的操作规程有吗?
红日仪器氧指数测定仪JF--HR报价含票含运吗?
红日仪器JF--HR有现货吗?