
 关注
关注
已关注

![]() 已认证
已认证
粉丝量 0
400-860-5168转2834
仪器信息网认证电话,请放心拨打
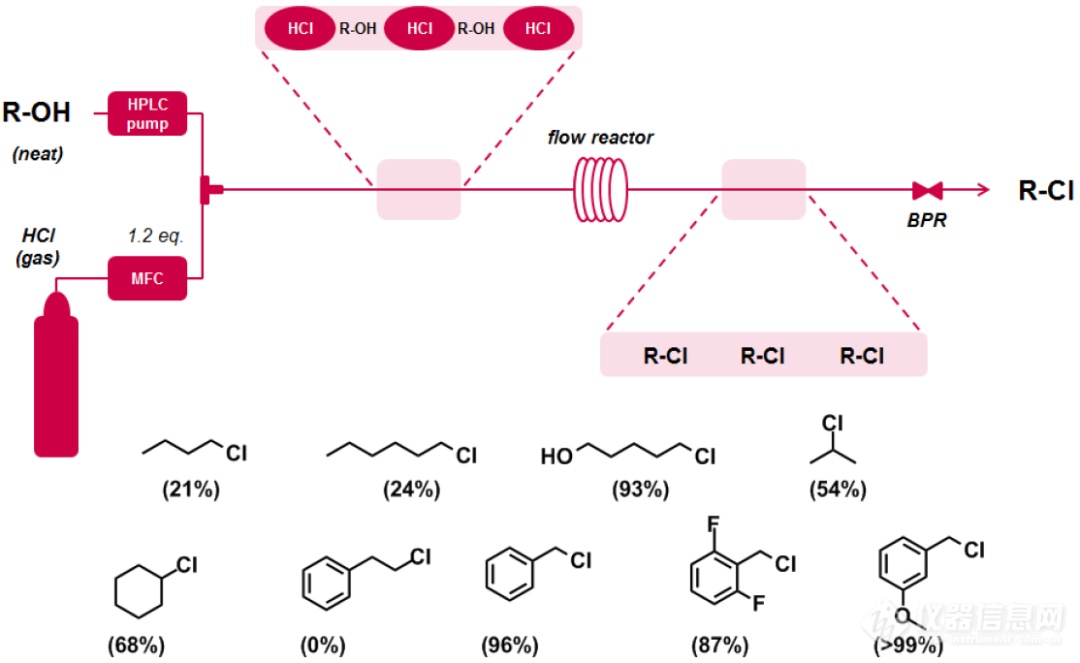
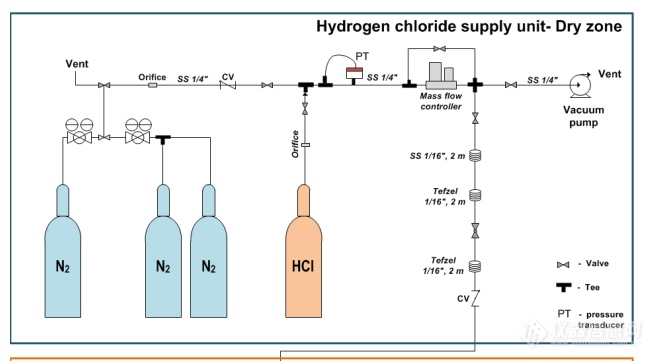
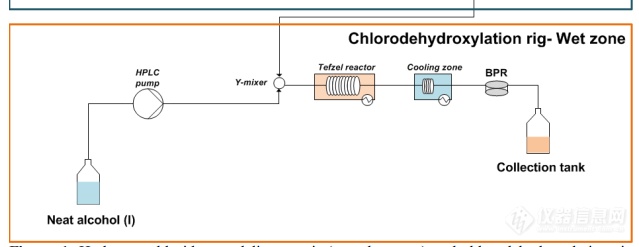
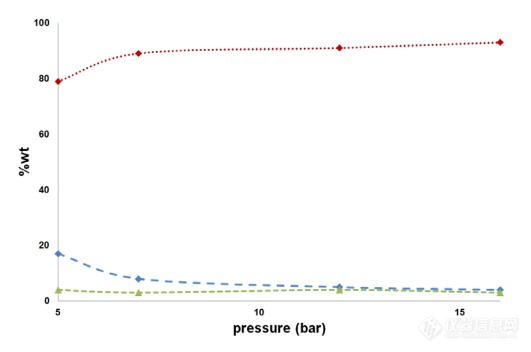
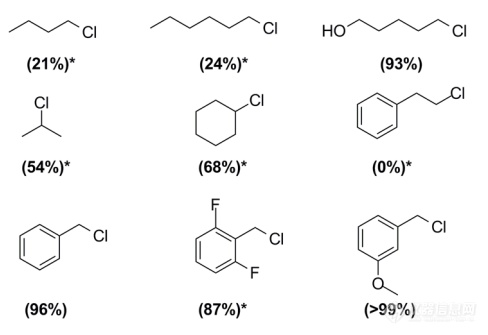
【氯化新工艺】解决醇氯代反应中溶剂和腐蚀问题

更多![]()

连续流教学 - 如何教?怎样学?
厂商
2023.11.21
一文读懂新案例丨通过连续流装置优化合成埃索美拉唑
厂商
2023.11.21
姜博士大会发言稿丨过程强化赋能化企安全生产
厂商
2023.11.21
第十七家!康宁AQL又添一员!
厂商
2023.11.21


公司名称: 康宁反应器技术有限公司
公司地址: 常州市武进区五二零大道联泓新材料创新大厦8楼 联系人: 市场部 邮编: 213164 联系电话: 400-860-5168转2834
仪器信息网APP

展位手机站